辉龙过滤集团
杭州辉龙过滤技术有限公司
菲天品牌过滤袋 | 网址:滤袋拼音全拼
辉龙过滤集团
杭州辉龙过滤技术有限公司
菲天品牌过滤袋 | 网址:滤袋拼音全拼

丙纶圆筒滤布材质性能,为熔体纺丝纤维,耐酸,耐碱性优良,强度,伸度和耐磨性优良,化学稳定性好,防吸湿能力好.
芳纶纤维具有较高的强度和模量及较低的介电系数,电磁波透过率好,在同等刚度条件下,芳纶复合材料制作的雷达天线防护罩厚度比玻璃纤维复合材料可降低30%,电磁波透过率提高10%,芳纶与环氧,酚醛,聚酰亚胺等树脂复合制成的层压基...
芳纶纤维织物的延展性好于碳纤维,材料自身重量轻,自由度灵活,是一种理想的建筑工程加固材料,尤其是在加固不规则形状的构件时,由于其柔软度好,在加固棱角时不必做倒角,将芳纶编织成钢筋状,可作为大型建筑物的水泥增强骨架,除了具...

芳纶纤维密度低,强度高,耐腐蚀性好,可用于制造导弹的火箭发动机壳体以及飞机,航天器的机身,主翼,尾翼等的宽频透波材料和可以承受冲击力量的结构部件.采用环氧树脂浸渍芳纶布形成芳纶预浸料,并直接与蜂窝或泡沫结构相黏结制备的多...
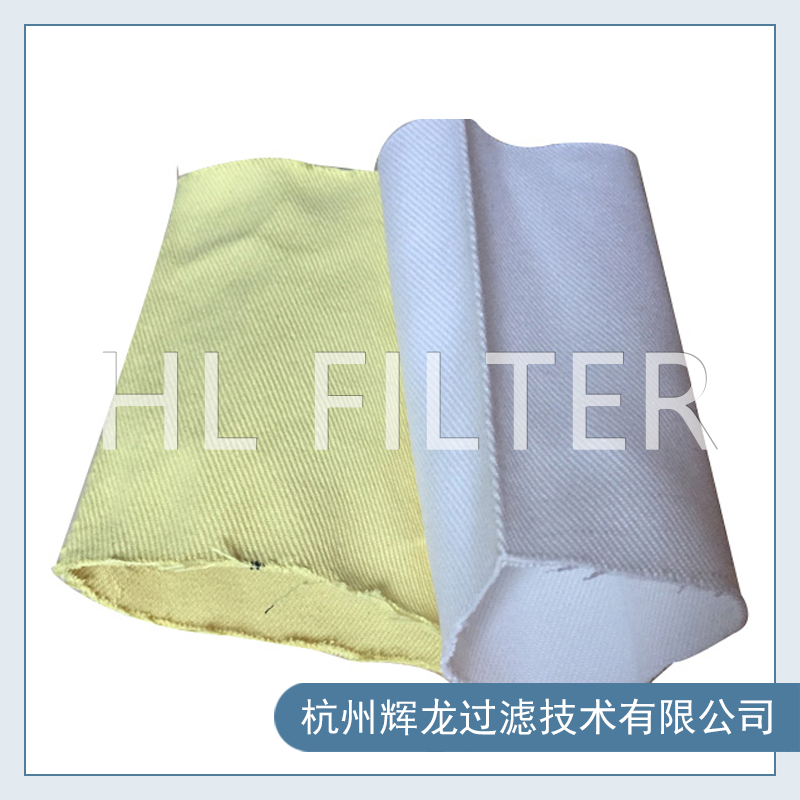
其具有极高抗压强度,高韧性和耐高温,耐酸性耐碱性,重量较轻,绝缘,耐老化,产品生命周期长,化学稳定性好,焚烧无熔滴,不会产生有毒气体等良好特性.
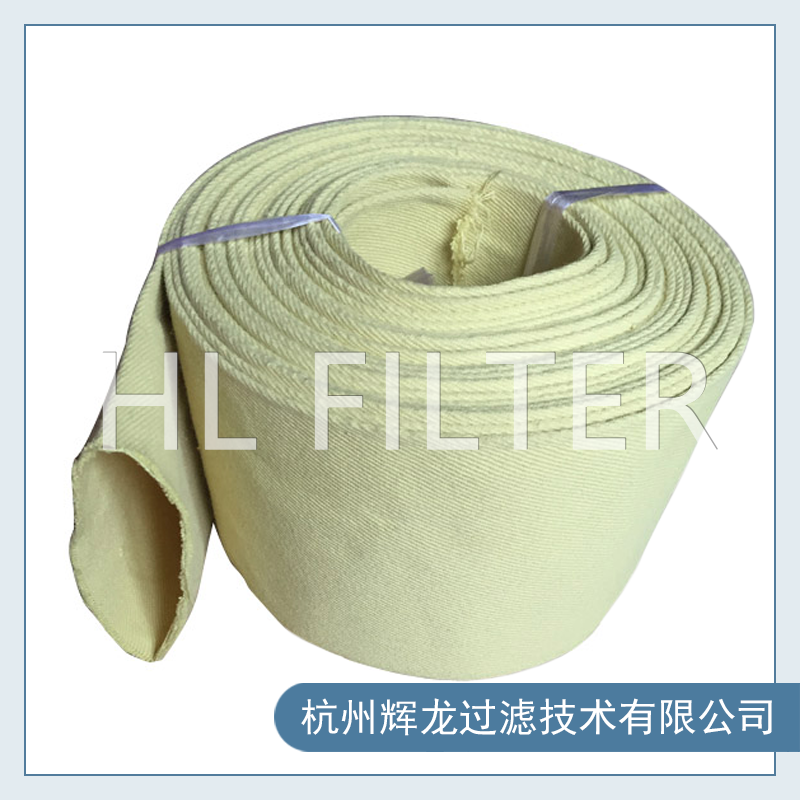
芳纶纤维全称为芳香族聚酰胺纤维,与碳纤维,超高分子量聚乙烯纤维,玄武岩纤维一起被列为我国重点发展的四大高性能纤维.
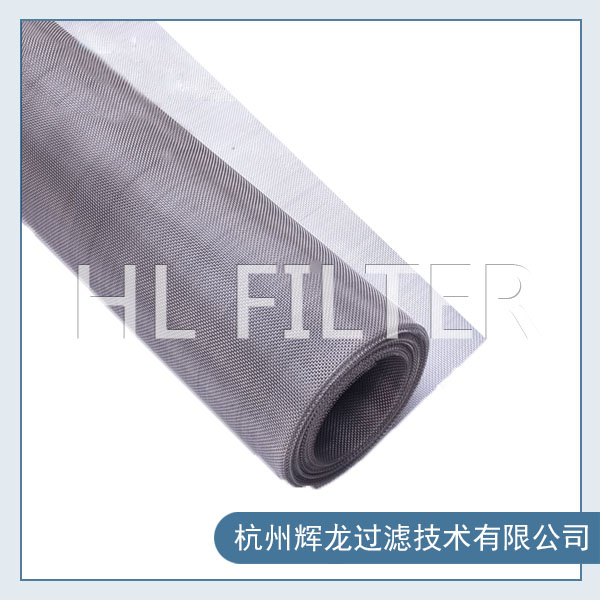
不锈钢网适用于酸,碱使用环境下筛选或者过滤,气体,液体过滤和其他媒介分离出来用.不锈钢网通常运用用不锈钢的网丝,镍丝,铜丝为主要原料,金属丝编制密纹网中丝聚密排布,不锈钢网包括平纹编制,斜纹编制,席型编制,人字形编制等.
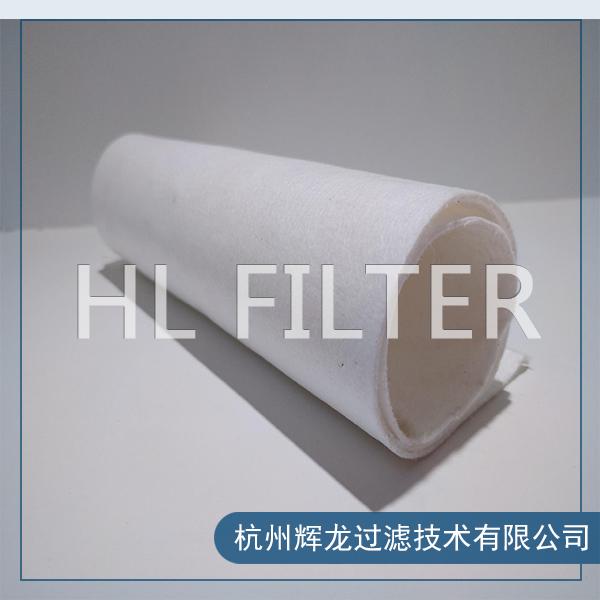
针刺毡无纺布是以涤纶,丙纶的原材料制造,经过粗梳,精梳,预针刺,主针刺等.中心加网布的夹层.再经过两道核验检查,气流成网针刺复合成布,然后压滤布拥有三维的结构,经热定型.
烛式过滤器滤布看似与普通衫布一样,其实作为过滤的滤布加工要求和加工方法是完全不同的,首先是丝的选择,选完丝进行加捻成线.再将线装到带织机上调到我们所需的交织方式加工成经纬交织的网状结构从而加工而成.这才是滤布做的坯布,再...
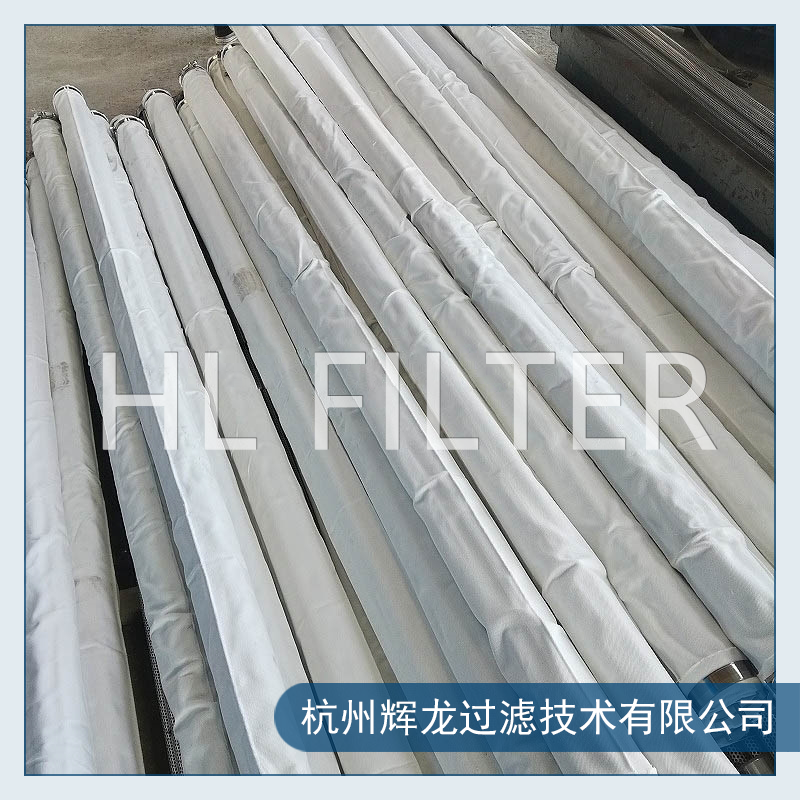
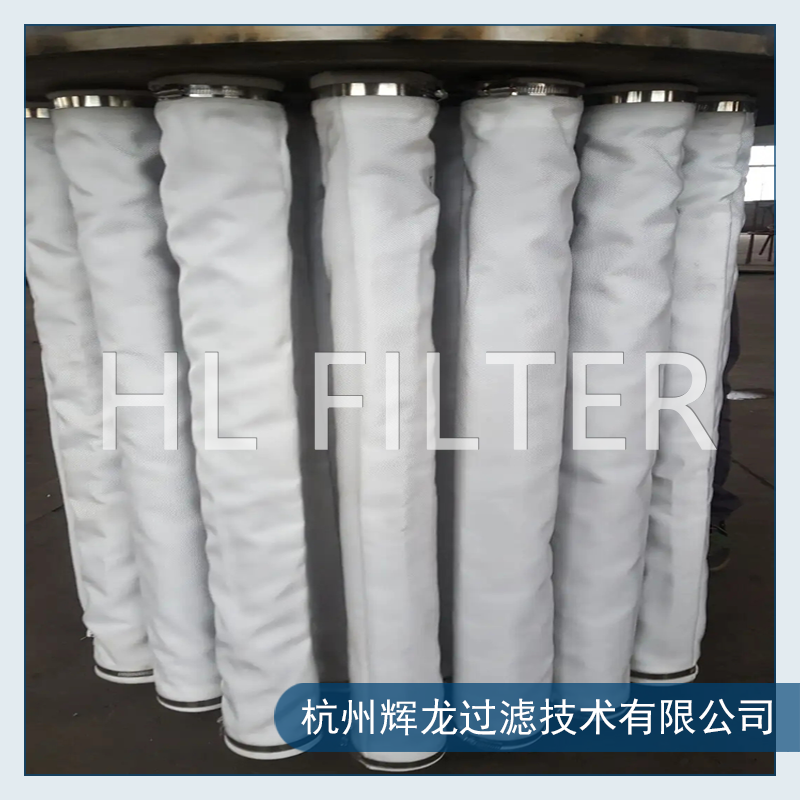
烛式过滤器滤布是套在烛式滤芯骨架的滤材,它为圆筒状,烛式滤布也叫无缝滤筒,它是由织布纤维丝为主要原料通过纺织的方式加工而成,所以也叫机织布,大部分情况下用带织机来完成纺织.
烛式过滤是一种比较高级,安全,高效,无污染的新型过滤方式,烛式过滤器具有高效节能,密闭高精,维护简便,安全可靠,自动化程度较高等特性,可广泛应用于石油,塑料,电镀,化工,陶瓷,制药,制糖等行业的固液分离过滤应用.
750A烛式过滤器滤布适合常规精度过滤的机型,精密铸造型上盖,高强度,经久耐用.进出口多种尺寸可选,方便直接对接.快开设计,拧松螺栓拨开即可开盖,维护方便.
风琴过滤袋的应用领域有生产流水线锡焊烟雾过滤器系列产品,激光加工烟尘净化机系列产品,商用电子式空气净化器,养生会馆.
风琴过滤袋采用超细合成纤维以特殊织法制成,避免旧式玻璃纤维材料所可能对人体造成的不适.
在常温条件下湿式作业,向物料少量喷水或由物料带来的自然水及在不同气象条件下不 含酸类空气带来的水分所积累的含湿量,总的说来是不大的,空气和物料均处在距饱和含湿 量很远,只要空气不在雨中,即相对湿度很小,由于玻纤(或涤纶)...
由于积灰层基本在滤布表面,形成比滤布更加密实的过滤层,从而获得更高的除尘效率。此种滤袋由机械冲击振打而振动滤袋或采用反吹风抖动滤袋进行清灰,清灰的方法简便,消耗的动力较小,这种滤布由纤维纺织而成,选用的过滤速度较小,膨体...
粉尘不同,对滤袋所表现的阻力、过滤速度特性不一样...

滤袋的过滤速度,阻力和除尘效率是在除尘过程中互相影响的三个因素,在实际使用过程中,过滤速度经常发生变化,因而阻力和除尘效率也随之发生变化,在正常情况下,一般均在允许范围内.
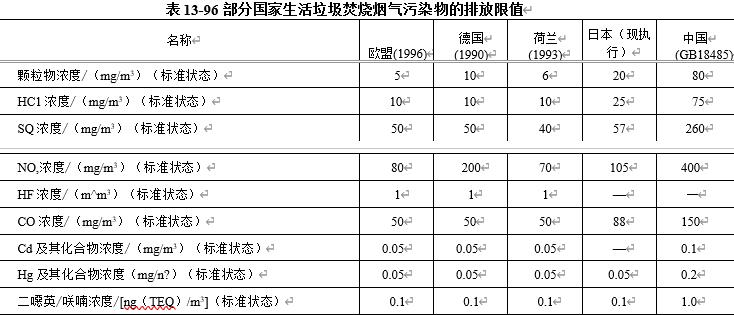
由于生活垃圾成分的不确定性和焚烧工艺的多样性,使焚烧产生的污染物种类繁多,成分复杂、多变,具有以下特点:(1)污染物危害大 (2) 烟气湿度高 (3) 烟气温度变化范围大...
干法脱硫的机理是利用大量的粉状吸收剂来吸收烟尘中的SO2.与不脱硫的常规粉煤灰相比较,脱硫灰中增加了一些钙盐和水分,粉尘的粘性.
© 2014-2026 杭州辉龙过滤技术有限公司 版权所有
浙ICP备14040208号-12
 浙公网安备 33010502006881号
网站地图
浙公网安备 33010502006881号
网站地图




客户服务热线
0571-86940066